

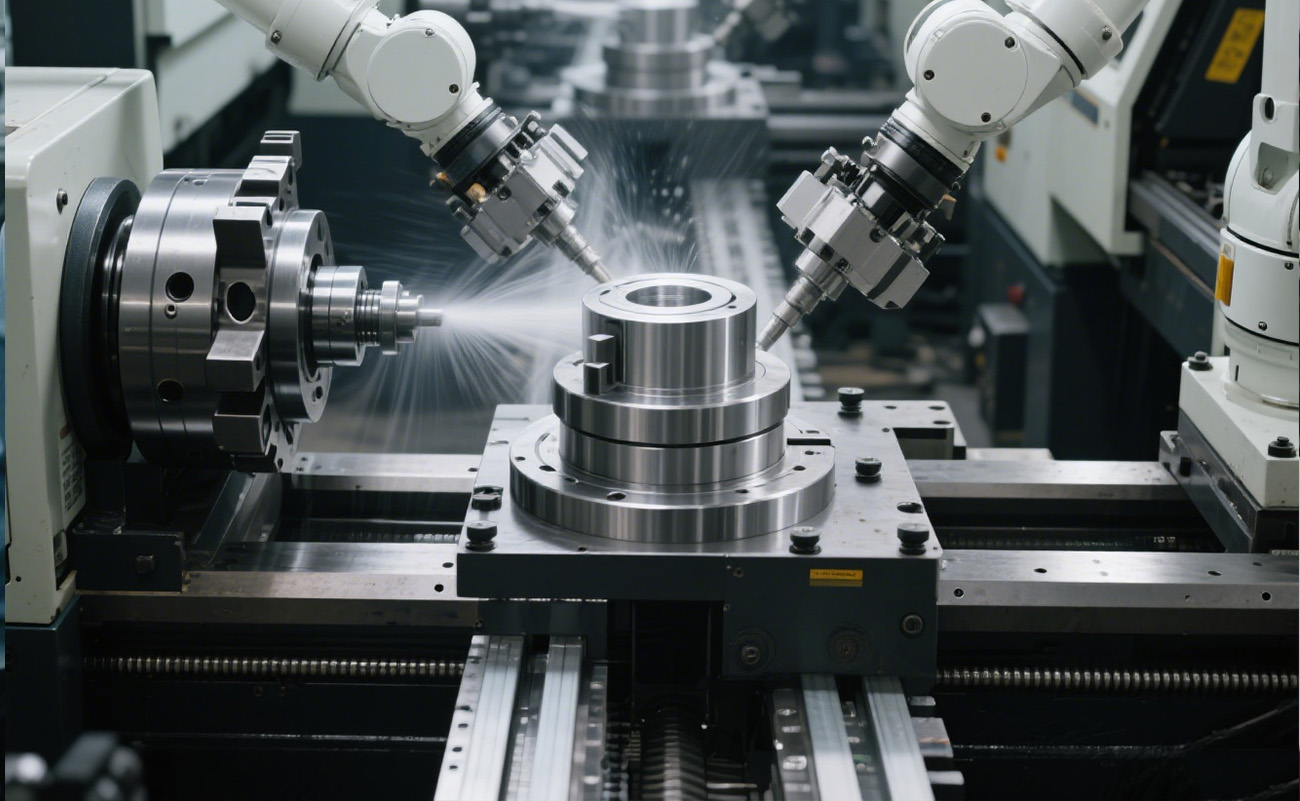
Kompleksowe możliwości toczenia CNC
Tabela 1:Sprzęt tokarski CNC i specyfikacje techniczne.
| Kategoria | Bliższe dane | Kluczowe specyfikacje |
| Typy maszyn | Centra tokarskie CNC Slant - Bed Turning Centers: Doosan Puma 5100, Hyundai Wia Lynx 220LSY | Łączny sprzęt tokarski: ponad 30 zaawansowanych jednostek |
| Zakres materiałów | Metale: | Certyfikaty materiałowe: dostępne są pełne raporty dotyczące identyfikowalności |
| Zakres przetwarzania | Maksymalna średnica toczenia: 500 mm | Narzędzia ruchome: wykonywanie operacji frezowania, wiercenia i gwintowania w jednym ustawieniu |
| Tolerancja precyzji | Okrągłość: ≤ 0,001 mm | Sprzęt inspekcyjny: Współrzędnościowa maszyna pomiarowa Zeiss Contura o dokładności ±(1,5 + L/350) μm |
| Postprodukcja | Wykończenie powierzchni: | Normy branżowe: ASTM B580 (galwanizacja), Boeing BAC 5616 (anodowanie) |
Zastosowania przemysłowe i studia przypadków
Tabela 2:Typowe komponenty i osiągnięcia techniczne.
| Przemysł | Wspólne komponenty | Najważniejsze informacje techniczne |
| Lotnictwo i kosmonautyka | Wały turbin, śruby podwozia Pręty siłowników, szpilki mocujące silnik | Materiał: Wykonany maszynowo ze stali Ti-6Al-4V z tolerancją wymiarową ± 0,003 mm Wykończenie powierzchni: Osiągnięto Ra 0,4 μm na krytycznych powierzchniach łożysk Zgodność: spełnione wymagania FAA dotyczące testów zmęczeniowych i wytrzymałościowych |
| Urządzenia medyczne | Implanty ortopedyczne (śruby, kołki) Uchwyty do narzędzi chirurgicznych, kaniule | Materiał: Tytan medyczny (ASTM F136) z biokompatybilną obróbką powierzchni Precyzja: Tolerancja skoku gwintu w granicach ± 0,001 mm zapewnia bezpieczny montaż Produkcja w pomieszczeniach czystych: środowisko produkcyjne zgodne z normą ISO 13485 |
| Automobilowy | Wałki rozrządu, wały korbowe Półosie, wały napędowe | Materiał: stal stopowa 4140 poddana obróbce cieplnej polegającej na hartowaniu i odpuszczaniu Wydajność: Skrócenie czasu cyklu produkcyjnego o 30% dzięki zastosowaniu toczenia z dużą prędkością Objętość: Możliwość produkcji ponad 10 000 wałów miesięcznie |
| Ropa i gaz | Komponenty narzędzi wiertniczych Trzonki zaworów, wały pomp | Materiał: Stopy odporne na korozję (Inconel, Hastelloy) Cecha: Głębokie gwinty wewnętrzne obrabiane maszynowo ze stosunkiem L/D > 15:1 Testowanie: zaliczone badanie odporności na korozję naprężeniową siarczków NACE MR0175 |
| Elektronika | Precyzyjne piny złącza Podkładki radiatora, wałki do małych silników | Materiał: Mosiądz z powłoką niklową zapewniającą przewodność i trwałość Precyzja: Tolerancja średnicy ± 0,002 mm w przypadku zastosowań wymagających ścisłego dopasowania Wykończenie powierzchni: Elektropolerowane do Ra 0,8 μm w celu poprawy kontaktu elektrycznego |
Proces produkcji i zapewnienie jakości
Nasz proces produkcyjny jest zaprojektowany tak, aby zachować najwyższy poziom precyzji i spójności na każdym etapie.

Przegląd projektu i planowanie procesu
Zaczynamy od przeprowadzenia gruntownej analizy projektowania pod kątem możliwości wytwarzania (DFM) z wykorzystaniem zaawansowanego oprogramowania, takiego jak SolidWorks i CAMWorks. Pomaga nam to zoptymalizować ścieżki narzędzi, dobrać najodpowiedniejsze materiały i zaprojektować niestandardowe uchwyty, aby zapewnić bezpieczne mocowanie części podczas obróbki.
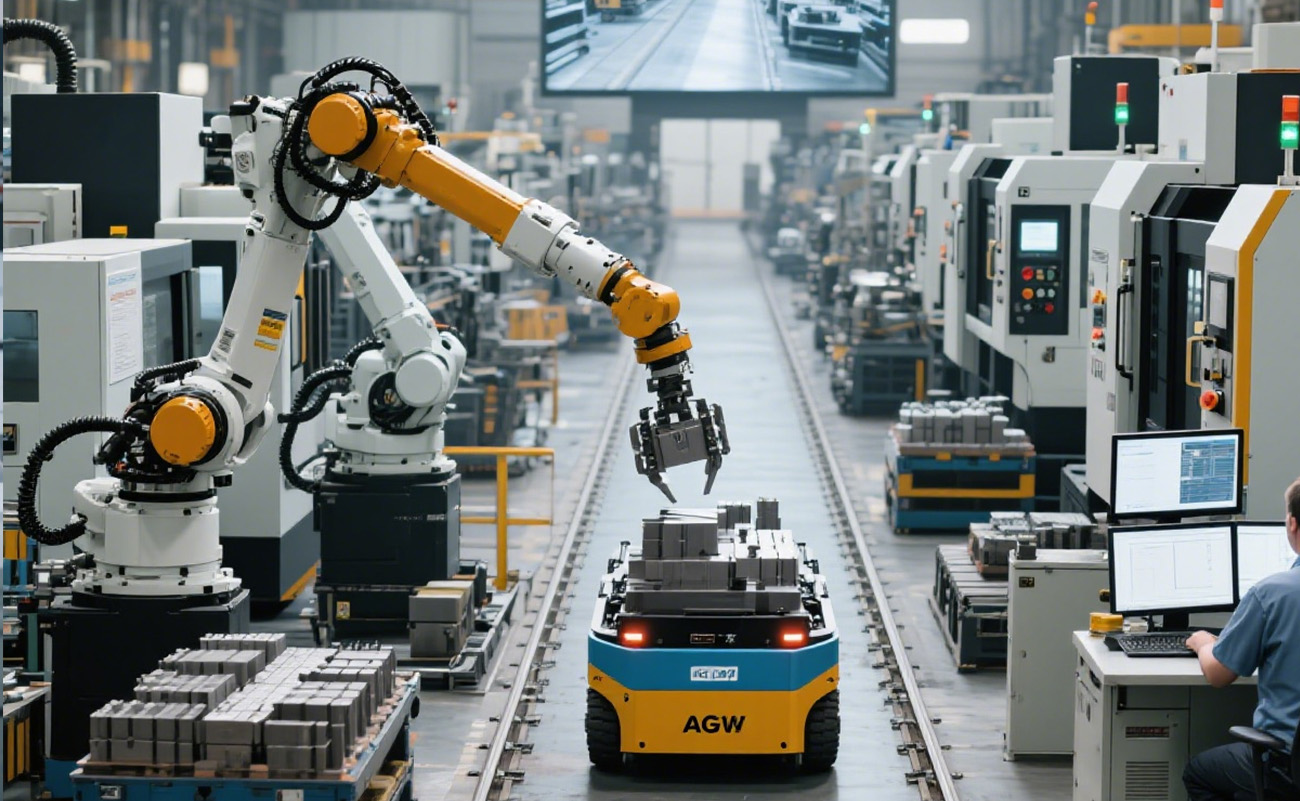
Toczenie CNC i monitorowanie w trakcie procesu
Nasze zautomatyzowane systemy obróbki, wyposażone w podajniki prętów i roboty załadowcze, umożliwiają ciągłą produkcję identycznych części. Sondy Renishaw z pomiarem w cyklu pomiarowym służą do pomiaru wymiarów w czasie rzeczywistym, umożliwiając natychmiastową korektę. Do monitorowania kluczowych parametrów obróbki stosujemy techniki statystycznej kontroli procesu (SPC), zapewniając stałą jakość w całym procesie produkcji.


Kontrola końcowa i kontrola jakości
Każdy element poddawany jest rygorystycznemu procesowi kontroli. Używamy współrzędnościowej maszyny pomiarowej (CMM) firmy Zeiss Contura do przeprowadzania kompleksowych pomiarów 3D, weryfikując wszystkie krytyczne wymiary z wysoką dokładnością. Przeprowadzamy również 100% kontrolę wizualną, aby sprawdzić wady powierzchni, zadziory i jakość wykończenia. W przypadku elementów o szczególnych wymaganiach eksploatacyjnych przeprowadzamy dodatkowe testy funkcjonalne, takie jak test momentu obrotowego, twardości i zmęczenia materiału.
Ceny i terminy realizacji
Tabela 2:Typowe komponenty i osiągnięcia techniczne.
| Typ zamówienia | Zakres ilości | Czas realizacji | Czynnik cenowy |
| Prototypowanie | 1 - 30 jednostek | 3-5 dni roboczych | Koszt materiałów, złożoność i czas konfiguracji |
| Niska głośność | 30 - 500 jednostek | 7-12 dni roboczych | Wielkość partii, wymagania dotyczące narzędzi |
| Produkcja masowa | 500+ jednostek | 15-30 dni roboczych | Wielkość produkcji, długoterminowe pozyskiwanie materiałów |
Certyfikowany System Zarządzania Jakością ISO 9001:2015

Zgodność z normą AS9100D dla komponentów lotniczych

Zgodność z normą ISO 13485 dla produkcji wyrobów medycznych
Pozyskiwanie materiałów zgodne z dyrektywą RoHS/REACH
Ceny i terminy realizacji
Gotowy, aby zrealizować swój projekt? Skontaktuj się z naszym doświadczonym zespołem sprzedaży już dziś.
E-mail:sales@xxyuprecision.com
Telefon:+86 - 755 - 27460192
Wystarczy, że dołączysz swoje modele 3D (STEP/IGES) lub rysunki techniczne, a my w ciągu 24 godzin przedstawimy Ci szczegółową wycenę. Pokażemy Ci, dlaczego jesteśmy preferowanym partnerem w zakresie toczenia CNC dla firm na całym świecie.





